[爆安]15,480円の激安中国製溶接機!MIG130を使い倒す! [必見]

ふとテレビを見ていたら、こんな言葉を耳にしました。
「溶接女子」
聞くところによると、巷では "溶接" にハマル女子が急増しているらしい!!!
大阪・二子玉川の2店舗を構える「DIY FACTORY」でも "溶接のレッスン" というのが人気らしく、OLが会社帰りに "料理教室" に通う感覚で "溶接教室" に通っているというから驚き桃ノ木20世紀。
「薄暗い工場で、ジリジリと火花をたて、熟練した職人が黙々と作業する」
そんな僕の溶接のイメージが、良い意味で上書きされ、刺激を受けた。と同時に、僕の溶接に対する興味が一気に湧いた瞬間でもありました。
今回は、そんな女子でも使えるであろう激安溶接機のレビューと使用方法を紹介します。
というか、あまりにも良い溶接機に出会ってしまい、今すぐ誰かに伝えたい衝動に駆られたので、この場を借りて紹介したい !! いや、させて下さい。というのが実のところの本音です。
今まさに溶接機を検討中の方、DIYに新たな手法をプラスしたい方には是非とも見てほしい。
そんな記事です。
紹介したい溶接機はコチラ

結論を先にぶっちゃけると
『こいつ、スッゲェェェェ 使えます!!!』
何が優れているか順を追って説明していきましょう。
外観
まずは装いからのチェック!
いくら内面が優れていても、オシャレに気を使わない男子は嫌われる。というのは今も昔も変わらない思考であり「人は見た目が9割」と科学的根拠に基づいた結果であるから説得力もあるでしょう。
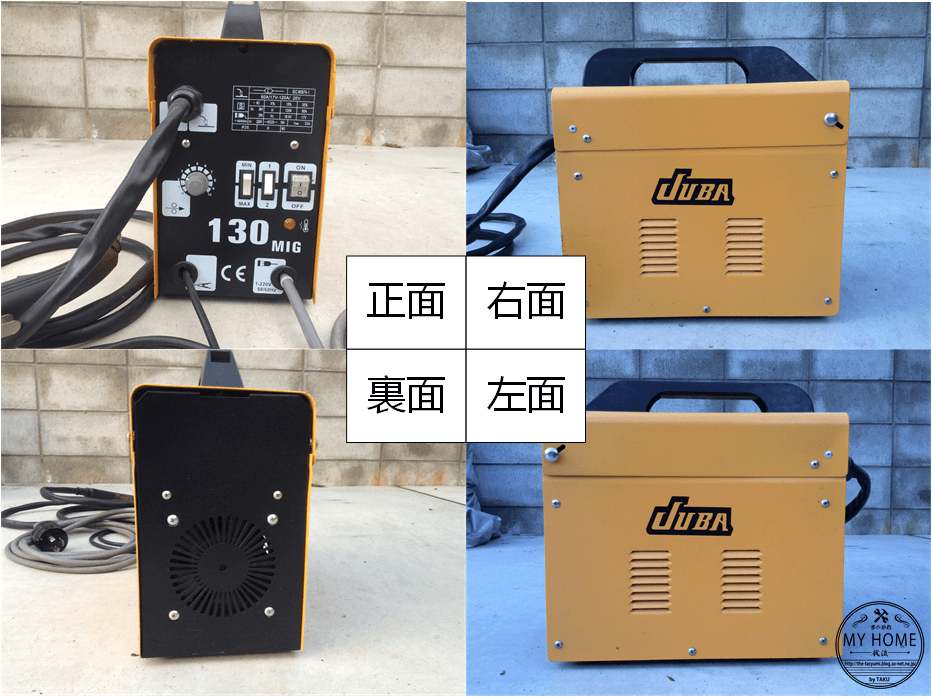
本溶接機(MIG-130)の全貌はコレだ!!!
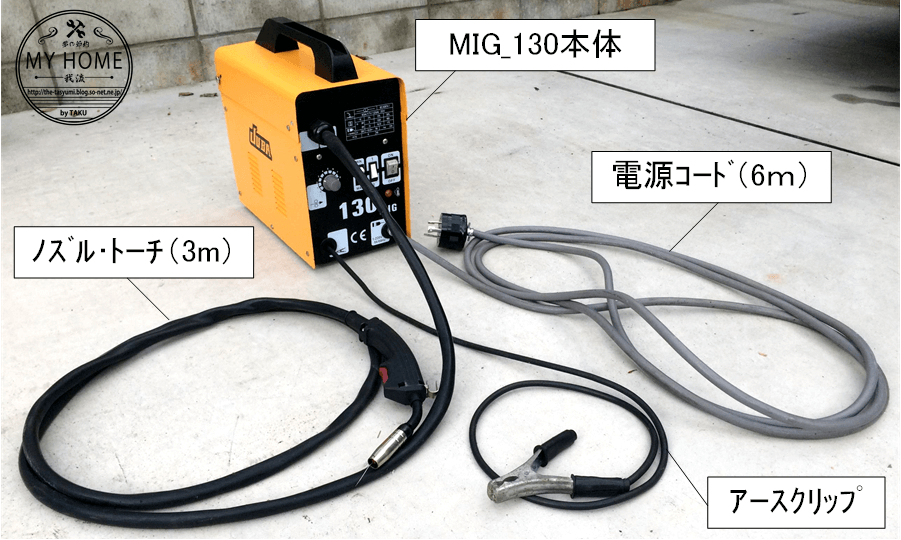
黄色いスーツに身を被り、あたかも 「俺、溶接機でっせー」 のようなオーラを感じます。
本体左右にひときわ存在感を放つ「JUBA」!?これだけは"謎"の一言に尽きますが...。
溶接機の大手「スズキッド」も同じ黄色のボディーであることからも、これが溶接機であることが自然と認識できます。決してカッコ良くはないが、ダサくもない。普通という言葉が1番シックリくる、そんな外観であります。
MIG-130の本体のサイズは幅190mm、奥行き340mm、高さ340mm。重さが14kgと少し重めだが、上部の持ち手がしっかりしている分、運搬時に不安を感じることはナッシング。
本体からはトーチケーブル(3m)、アースケーブル(1.7m)、電源ケーブル(6m)の3本が出ています。
電源ケーブルのみ購入当初の1.7mから6mへ変更を行いました。
というのも、電源ケーブルについては初期時、1.7mの比較的細いケーブルが付属しています(コネクタは付属していません) しかし、何か製作する上で1.7mの電源コードというのは、短くとても不便に感じました。そこでケーブルをゴッソリ太いケーブルに変更し操作性UPを図りました。
ケーブル径が太くなることで、スムーズに電流が流せるため、結果的に6mという長い電源コードにしても何不自由なく溶接が可能となります。
スペック
続いては内面(仕様)、つまりスペック!!!
このスペックがショボいと、日に日にストレスを感じることになります。
ただ単に仕様を提示されても理解に苦しむと思うので、ここでは解説も含めて説明をしていきましょう。
定格入力電圧
■AC単相200V(50/60Hz)
溶接は電気のスパーク(放電)を利用します。よってこの "電圧" というキーワードが非常に重要となるのです。
家庭用として販売されているのもとしては "100V" か "200V" の2種類。
電気屋さんで売られている家電用品のほとんどが100V品のため、200Vなんて家には通っていないから使えないと思われがちだが、それは大きな間違い!!自宅に送電されている電気が "単相3線式" であれば普通に200V品が使えてしまうのはマジな話です。
当然、100V品よりも200V品の方がパワーが出ます。こう聞くと "100V品の方が安全" と思うかもしれないが実は違います。パワーがある方が、溶接作業は簡単・安全というのは紛れもない事実です。
「切れ味の悪い包丁を使うと、指を切る確率が高くなる」
これと同じことが溶接機にも言えます。
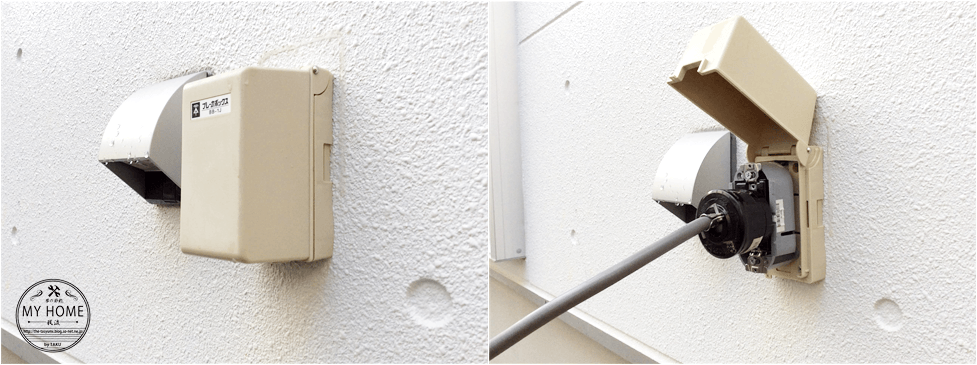
ただし、現状200Vコンセントがない場合は、ブレーカーの工事が必要となり、工事には電気工事士の資格が必須なため、業者に依頼する手間は増えるが、そこまでしても断然200V品を勧める理由は上述の述べた通りです。
僕の場合、新築設計時に予め屋外に200Vを引いておいたので、新たな工事は不要でした。
将来を見越した電気自動車用の屋外電源が、こんな形で使われるとは誰も予想できなかった結末です。
定格使用率
■120Aで使用時は15% 60Aで使用時は35%
この使用率というのは 10分間のうちの連続稼働時間 を示します。
本機は60Aで使用した場合 35% とのことなので、3.5分以上の連続稼働はできない、つまり「3.5分使用したら6.5分止めなさい」ということです。
一件短い時間と思うかもしれないが、溶接というのは常にやり続けるものではないため、35%もあれば紛れもない上等品といえます !もっと安価な家庭用溶接機となると、ひどいもので 5% というものも実在するが、これは単なる "おもちゃ" に過ぎません!
お金と時間、なにより電気の無駄遣いとなるので、直ぐに買い換えた方が賢明といえます。
本体操作部分について
ここではもう一歩踏み込んで、本体の操作部分についての説明を行います。
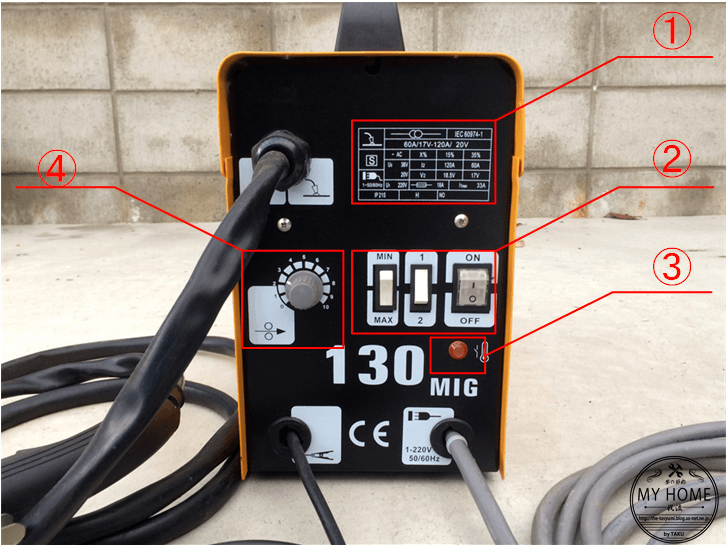
①スペック表
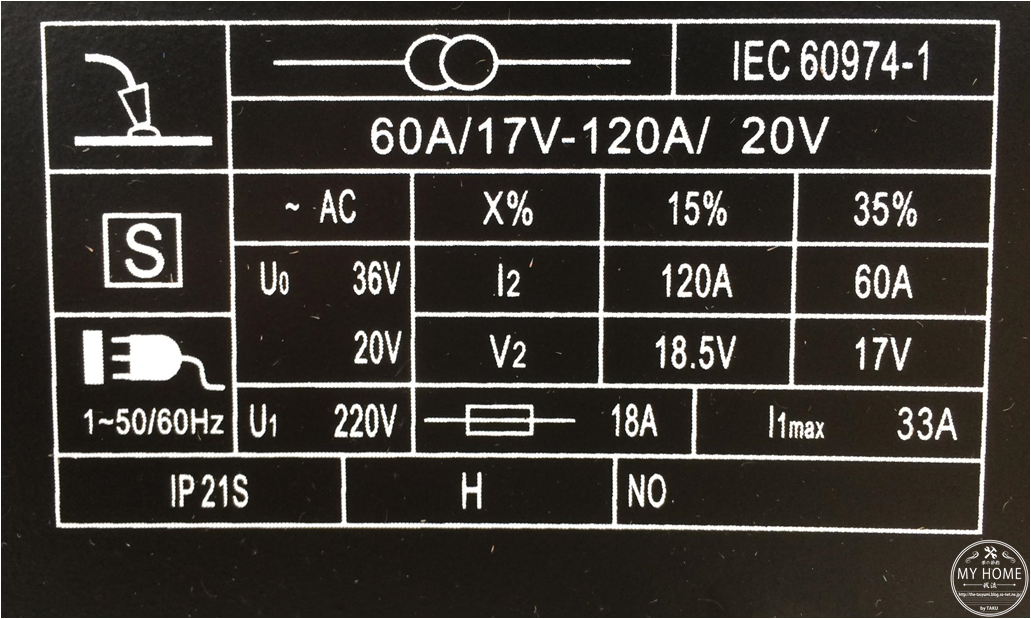
定格電圧や使用率などの基本的なスペックが記載されています。
スペックは先ほどお話した通りです。
②電源スイッチと電流切り替えスイッチ
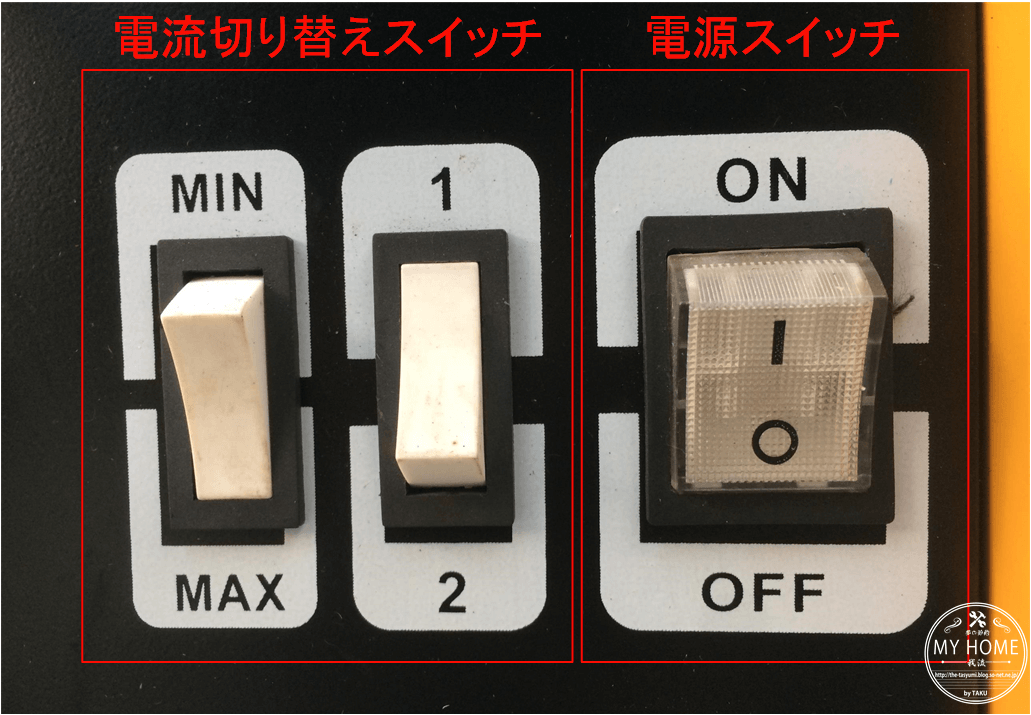
向かって右側が本機の電源スイッチとなります。実際に電源を入れるとスイッチ自体がオレンジ色に点灯し、ON状態が一目で分かる仕様です。
左側の2つのスイッチは、電流切替スイッチです。MIG130には"MIN⇔MAX"と"1⇔2"の切り替えで
全4段階の電流調整が可能となります。それぞれの切り替えパターンに伴う電流値は下表を参考にしてください。
| 切替パターン | 電流値 | 1/2スイッチ | MIN/MAXスイッチ |
|---|---|---|---|
| 弱 | 60A | 1側 | MIN側 |
| 中 | 80A | 2側 | MIN側 |
| 中強 | 100A | 1側 | MAX側 |
| 強 | 120A | 2側 | MAX側 |
電流値は溶接する鉄質や厚み、その時の環境(風・湿度)に応じて調整が必要となります。
こればかりは経験がものを言う世界であるため体で覚えるしかないですね!
しかし、無限に電流値が調整できるボリュームスイッチと違って、本機のように "4段階" という調整幅が限定されているのは、ある意味、初心者にはありがたい機能といえます。
③オーバーヒート警告ランプ
本機MIG-130にはオーバーヒート保護回路が内蔵されています。
これは使用率を越えて連続使用をした際に、自動で放電を遮断するというありがたい安全機能です。
本機が高温になり停止した場合に、この警告ランプは付きます。復帰する方法は、ただ1つ!!!
『待つ。』
本体の温度が冷えれば復活するので、タバコでも吸って休憩を挟めばいいだけの話でしょう。
幸いにも、僕はこの警告ランプが光ったところを見たことがありません。というより定格使用率35%を有する本機に限っては無縁な機能かもしれません。
④ワイヤー送り速度調整ダイヤル
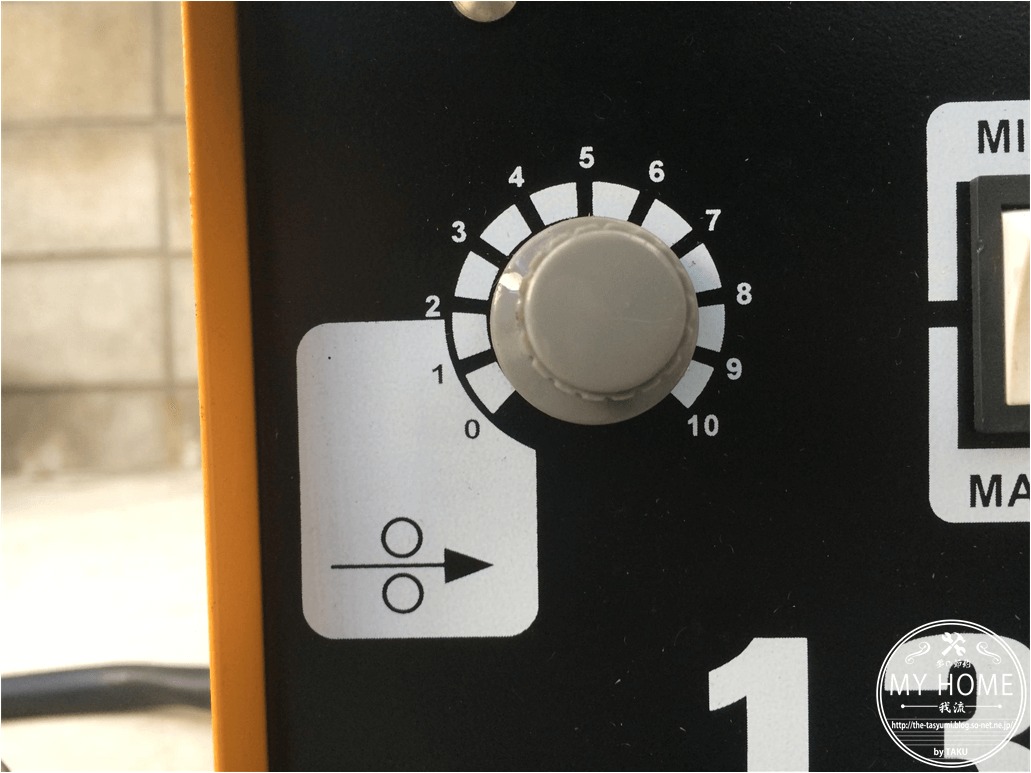
このダイヤルでワイヤーの送り速度を調整します。数値が高くなるにつれ、送り速度は速くなります。
正直、僕はここの数値を「5」以上に上げたことがありません。というのもワイヤーの速度に対し体がついていかないからwww
慣れないうちは落ち着いて溶接するためにも「2~4」を推奨します。
ワイヤー収納部分について
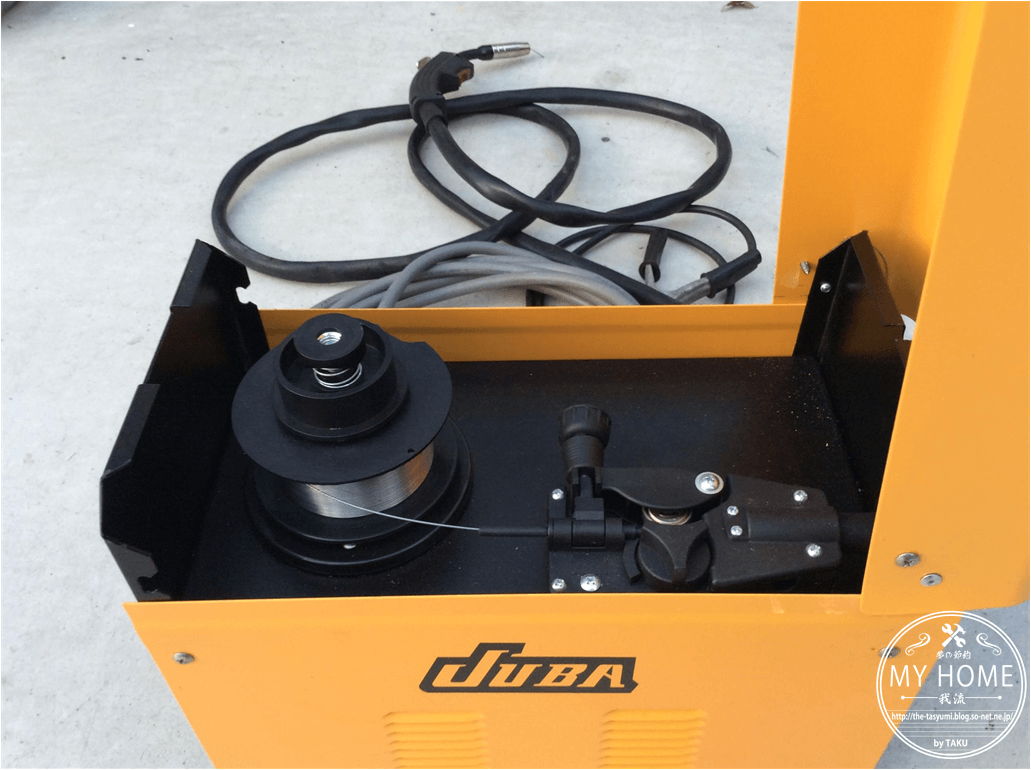
上部のフタを開いたところにワイヤーをセットします。
家庭用溶接機なので900g程のワイヤーしかセットできないが、それでもワイヤー1本で結構な量を溶接できたように感じます。
本機はガスを必要としない「ノンガス溶接機」です。そのため適応するワイヤーはφ0.8mm~φ0.9mmの「フラックスワイヤー」と言われるもの。天下のスズキッドのフラックスワイヤーは高価なため、僕の愛用しているワイヤーを紹介します。

トーチについて
.gif)
このように赤いスイッチを押すことで、いとも簡単にワイヤーが出てきます。
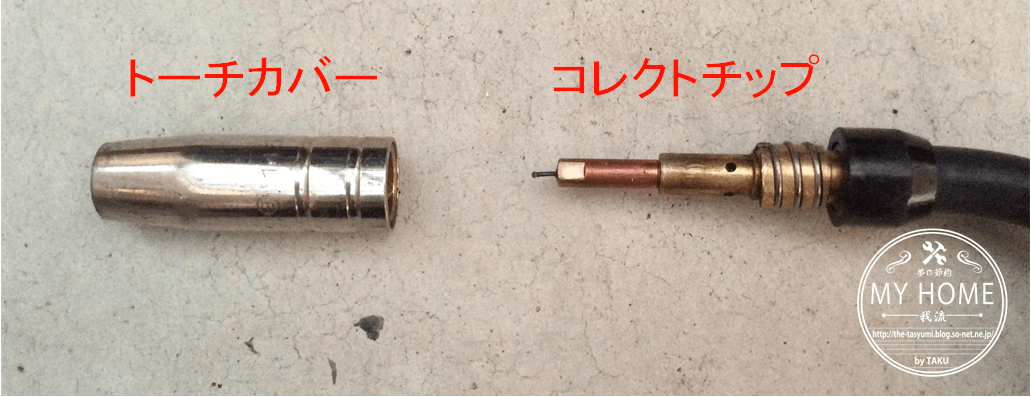
トーチの先端はトーチカバーとコレクトチップで構成されいます。
コレクトチップは消耗品のため、時々交換が必要とるが、価格も安いので、ワイヤーを買う際に一緒に買うことをおススメします。


価格について
驚くのはこの価格。なんと ¥15,480 で手に入れられます。
これは半自動溶接機の価格破壊!いや、もはや革命といっていい次元の話でしょう。
スズキッド
「鉄を溶かして接ぐ」という得られる結果が同じであれば、安い方を選ばない理由が他に見つかりません。あとは日本製かどうかというところに差額7万円の価値を感じるかどうかの話です。
実際のところどうなの?
ではいよいよ実践!!
今回は50mmの角型炭素鋼管を使用し、下のような四角形を溶接してみました。
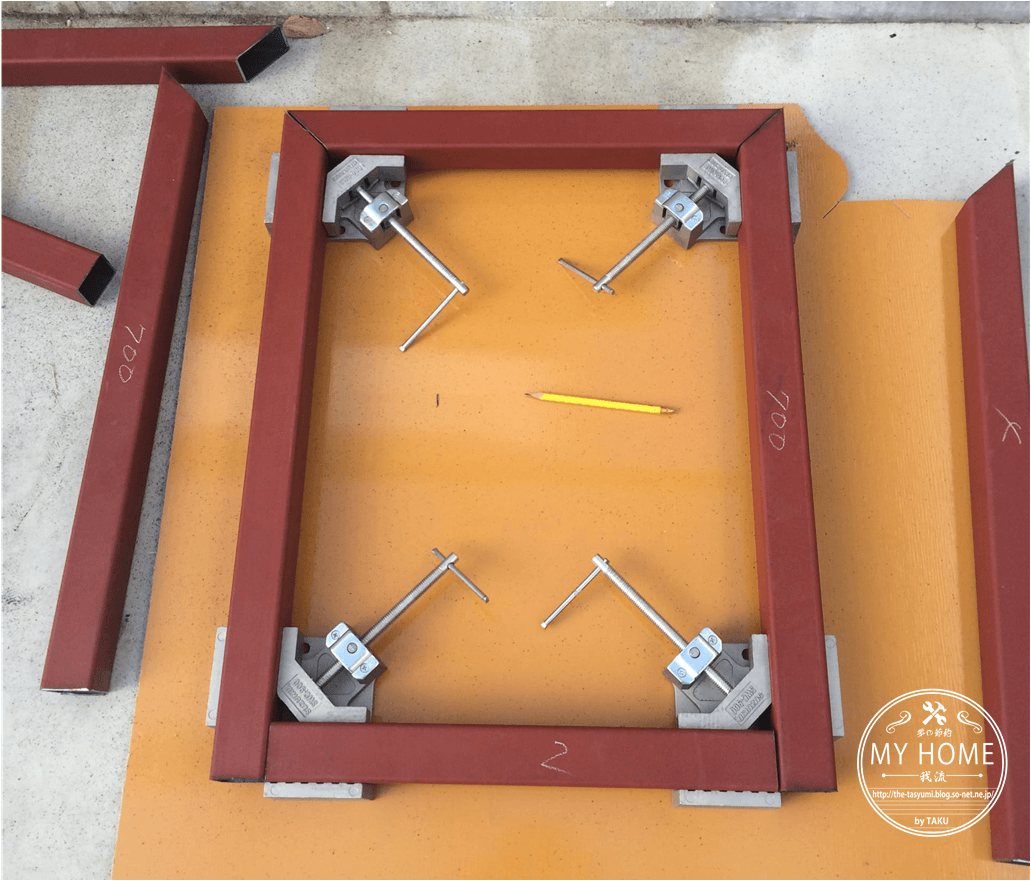
この時に大活躍するのが写真にもある「コーナークランプ」といわれるもの。
4つ活用することで必然的に四角形が出来上る。しかも結構な精度で固定できるからビックリ!!

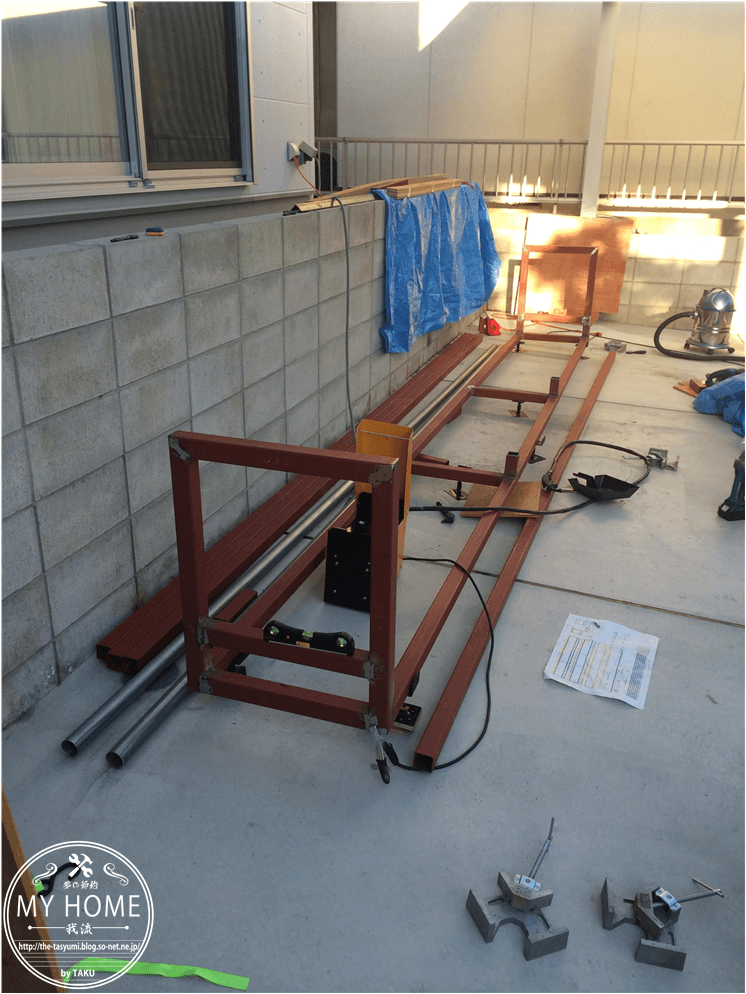
実際に溶接を行った写真がコチラ

そして調子に乗って溶接しまくった写真がコチラ
本職の方が見たら腰を抜かして笑われるかもしれないが、いいんです。僕の中では上等な仕上がりだから、いいんです!!!
感想
購入後2日でこの溶接ができたことに、
自分は天才なのではないか!? もしかしたら僕は溶接の星からやってきたヒーローではないか!?
と変な錯覚まで...
いや、そうではなくこの溶接機が本当に優れているのです!!!
気になる耐久性ですが、ここ3ヶ月結構な頻度で使用しているが、壊れる気配は全く見られません。
それどころか、最適な電流値・ワイヤー送り速度が分かってくるため操作部を調整する機会はグンっと減りました。聞くところによると職人さんは「溶接の音」でその日のコンディションを判断するらしい。
やればやるほど「溶接」の奥深さにハマってしまい、そのうち自宅の駐車場が造船所にならないかと心配です!!!
新たな技法を手に入れることで、新たな作品、DIYの幅も増えます。
うち子の工作も、セロテープからガムテープに進化しました。それは、より強度を求めた結果。
ということは、次は君が溶接に手を出すに違いない!!
まぁ、残念ながら "溶接女子" にはなれないが...
夢のMYHOMEを建てた経験を活かし、あらゆる節約術を紹介する究極のDIYノウハウブログ!!とことん分かりやすさに拘ったブログです。是非!!!!

完全趣味部屋はコチラ!

他の記事もどうぞ!!













.png)














この写真の溶接部分、ひょっとしたら溶け込みが浅いかもしれないですよ
俗にいう「モリモリ溶接」になっているかもしれないので一部分サンダーで
調べて見た方が良いかもしれません
by 通りすがり (2016-12-09 11:45)
ガスレスワイヤーを使うならノズルは不要だから、
ノズルを外して、コンタクトチップの周囲をガラスクロステープで巻いてしまうと、溶接時に溶接箇所が見易くなりますよ。
スズキッドから、ガスレスMIG用にセラミック製の細いノズルが売ってますが。あれは高いし割れやすいです。
by tek2465 (2017-06-04 17:41)
tek2465さん
コメントありがとうございます。
ノズルは不要なんですね~
今度ガラスクロステープを巻いて試してみます。
しかし溶接は本当に奥が深い...。
今後ともご指導願います!!!
by taku (2017-06-07 23:43)
こんにちは!
同じ物を購入したのですが、説明書が英語なのと、全くの初心者なので教えてくださるとありがたいです。電流?の強さには4段階あると、書かれていますが、弱い順に教えて頂けませんか?左のスイッチMINが1番弱いのでしょうか。その時右のスイッチは、どの位置にしたら良いのでしょうか。図々しい質問で申し訳ありません。昨日、0.5ミリの鉄板で練習してみたら、穴が空いてしまいました。さすがに1ミリ以下は無理みたいですね
by まかりん (2017-07-07 06:06)
まかりんさん
電流は弱い順に、MIN(1)→MIN(2)→MAX(1)→MAX(2)となります。
しかし0.5mmはなかなか強敵ですね...当然電流はMIN(1)で、あとトーチの送り速度(動かすスピード)も遅すぎると鉄板に穴が開く要因にもなります。且つトーチ先端と鉄板との距離も近めで!!
それでも穴が開くようでしたら、今度は電流スイッチをMIN(2)にしてチャレンジ。鉄は熱伝導率が高いので、余計な部分にまで熱が伝わり結果、穴が開く事も考えられます。ここはビビらず高めの電流でパッと溶かすのもアリかと思います。
とは言っても僕は厚み1mmまでしか経験したことがなため0.5mmは難易度高いですね。まずは「点」でつなげる事を意識し、慣れたら「線」にするように練習していきましょう。
また後日薄板溶接する機会がありましたら、この場で報告したいと思います!
上手くいくことを願っています!!!
by taku (2017-07-07 08:27)
takuさん、さっそく教えて頂いて、ありがとうございます!助かります(´・д・)昨日、溶接機が届きまして、200Vのプラグを買いに行ったのですが、溶接機と消耗品でお金を使い果たし、何か安くて練習用に使える鉄板は無いかな?と探していて見つけたのが、7〜11円で売っていた 何に使うかわからないパーツだったんです。鉄板と延長ケーブルくれるはずだった友人が緊急入院してしまいまして。室内にしか200Vのコンセントが無いので、室内の仕事場でやったら、ズボンは焦がすは、床はスパッタ?だらけで煙で真っ白(´皿`)冬までに、38歳の除雪機を補強する為に買いましたので、もっともっと練習したいのですが、後はケーブル。友人の1日でも早い病気の回復を祈るばかりです。早くtakuさんみたいになりたいです。本当に参考になりました。ブログの更新楽しみにしております。ありがとうございました
by まかりん (2017-07-07 13:14)
私も同じ溶接機を購入し、電流の切り替えがわからずにいました。
記事の画像と、先のコメントでの説明はどちらが正しいのでしょうか?
by M (2017-07-30 16:24)
Mさん
コメントありがとうございます。
電流は弱い順に、MIN(1)→MIN(2)→MAX(1)→MAX(2)です。上記コメントの回答としてMIN(1)がダメならMIN(2)と言ったのは、イレギュラーなやり方です。あくまでも最小の電流パターンはMIN(1)で60Aです。
誤解を招いてしまいスイマセン!!!
by taku (2017-07-31 21:34)
コメントありがとうございます。
ということは、記事本文にある「中」と「中強」の部分が逆ということでよろしいでしょうか?
それとも単純に電流イコールパワーではないのでしょうか?
試すにしても、技術が無さすぎて差がわかりません…
by M (2017-08-02 12:34)
初めまして。「溶接ブログ」でサーフィンしていてお邪魔しました。
小生アーキュリー160(ちなみにイタリア製のOEMです)を趣味の工作で使用しています。
初めての溶接と言う事で、とても上手だと思います。
ホームセンター等で購入した鋼材でしたら50角はt=2.3mmですから溶接電流は100A位が適正だと思います。溶接突合せヶ所の開先加工も行っていないようなので、写真の余盛高も適正だと思います。
これからも拝見します。よろしく
by クラフト親父 (2017-08-16 22:18)
クラフト親父さん
コメントありがとうございます!!
そしてお褒めのお言葉嬉しいです☆
鋼材は察しの通り□50のt2.3、錆止め塗装処理のしてあるカラー角パイプです。開先加工は面倒になってしまって行なっていませんm(__)m
かなりモリモリに仕上げましたが、ここまで盛ると削るのも大変で...
これからもご指導いただきたいものです。
しかし"アーキュリー"羨ましい限りです!!
しかもイタリア製のOEM!?どんだけオシャレなんですか???
こちらこそ、よろしくお願いします。
by taku (2017-08-17 07:54)
この半自動溶接機はこんな綺麗に溶接出来る信じられない!
これと同じ半自動溶接機を購入しました、何回やってもスパッタが多くて綺麗に溶接は出来ませんでした、その他にも同じ半自動溶接機型を動画で見るとほとんどの方はまともに使えないと言っていました。
半自動溶接機はインバーターで直流を4万以上で購入しないと後悔すると思います。
by ヤス (2019-10-30 19:20)